
發那科加工中心ROBODRILL-在高質量加工中的應用

FANUC ROBODRILL的主軸類型分為四種:規范主軸、高扭矩主軸、高轉速主軸和高加速主軸。在高質量加工中需求運用高轉速主軸,主軸的轉速可達24,000 轉每分鐘,采用高功率規格的主軸電機,一分鐘額定功率為26Kw,額定扭矩為35Nm。而且高轉速主軸采用陶瓷軸承,確保主軸高速轉動時的平穩性。
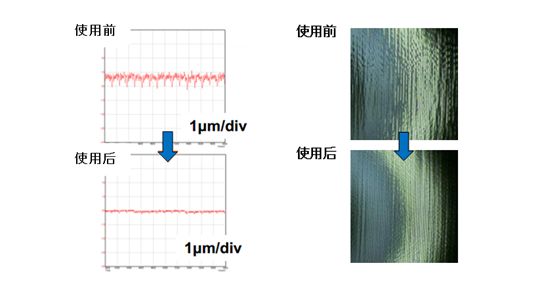
眾所周知,銅電極、3C等行業的產品不只僅看重工件的尺寸精度,而且對工件的外表質量也有較高請求。在有色金屬加工中,采用24,000轉每分鐘,高轉速主軸的發那科加工中心ROBODRILL再經過伺服HRV3+控制、AICC2輪廓控制以及IS-C功用(小設定單位0.1μm)進步加工面質量,可滿足外表質量請求較高的工件的加工請求。
伺服HRV3+控制是經過進步伺服電機的電流控制環的響應性,完成速度控制的高增益,以更高的精度停止 XYZ 軸控制,進而完成高質量加工,且該功用可在程序中經過程序指令控制翻開或關閉
加工實例1:
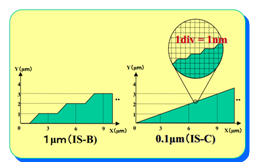
利用單結晶鉆石刀具進行高品質加工
徽章(加工樣品)

MCD球銑刀(單結晶鉆石)
加工參數:
工件材料 黃銅、紫銅、鋁合金
加工條件 D6.0球銑刀(MCD刀具) 轉速S20000 進給F400
機床功能 HRV3+、AICC2輪廓控制、高速處理、小設定單位0.1(IS-C)
加工結果:
表面粗糙度Ra0.080μm/Rz0.206μm
加工實例2:
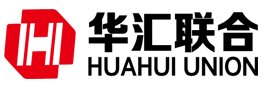
使用單結晶鉆石刀具對鋁材料進行加工,旨在對比不同加工條件對工件表面質量的影響
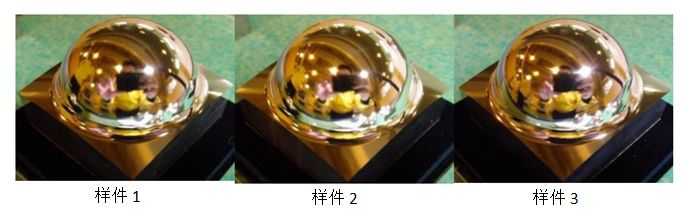
加工條件:
功能 樣品1 樣品2 樣品3
精度 IS-B IS-C IS-C
HRV HRV3 HRV3 HRV3+
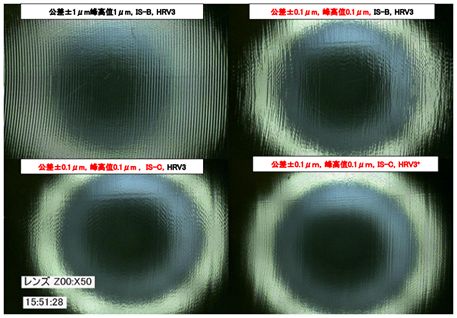
通過對比發現使用伺服HRV3+控制功能和IS-C功能可使加工表面更加平滑,顯著提高工件的表面質量。
通過以上兩個實例可以看出,在使用FANUC加工中心ROBODRILL加工表面質量要求較高的工件時,通過使用控制系統中的伺服HRV3+控制功能、AICC2輪廓控制功能和IS-C功能,合理優化加工參數,即可達到更好的加工效果,實現工件的高品質加工。